


知识探索
【知识探索】芯片制造的前道工序——外延生长
日期:2026-05-09阅读:547
从热力学角度来看,外延生长模式本质上由外延层、界面以及衬底之间的自由能关系决定。当外延层表面自由能与界面自由能之和低于衬底表面自由能时,体系更容易形成完全浸润状态,从而倾向于二维逐层生长(Frank–van der Merwe模式);若前者明显高于后者,则更易形成三维岛状成核(Volmer–Weber模式);而介于两者之间时,则会出现典型的Stranski–Krastanov(S-K)生长模式,即先形成数层二维薄层,随后因应变能累积诱导三维岛结构产生。上述热力学判据不仅适用于Si/Si、GaAs/GaAs等同质外延体系,也广泛存在于异质外延过程中。例如AlGaAs/GaAs、InGaP/GaAs等晶格匹配体系可通过精确调节工艺参数维持二维生长,而GaN/蓝宝石、SiC/Si等失配体系则通常需要借助缓冲层或图形化衬底实现应变释放与缺陷抑制。
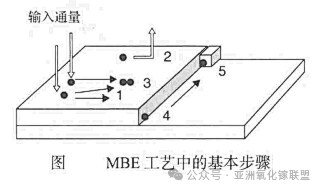
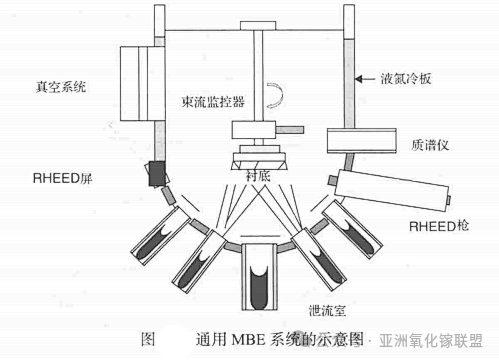
在工艺层面,化学气相沉积(CVD)与分子束外延(MBE)是目前最主要的外延制备方法。CVD通过气态前驱体在衬底表面发生化学反应实现薄膜沉积,其中MOCVD已成为III-V族与氮化物半导体产业化的重要技术路线;相比之下,MBE依托超高真空环境与低速束流沉积,可实现原子层级别的厚度与组分控制,因此在量子阱、超晶格等低维结构生长中具有明显优势。近年来,迁移增强外延(MEE)以及原子层沉积(ALD)等技术进一步提升了界面调控精度。其中,ALD利用表面自限制反应机制实现原子尺度沉积,在高k介质如HfO₂、ZrO₂等薄膜制备中已实现广泛应用,并能够有效保证界面均匀性与膜层一致性。
针对异质外延中的晶格失配与界面兼容问题,相关调控技术也在持续发展。例如GaN在蓝宝石衬底上的生长过程中,可通过缓冲层设计降低位错密度;SiGe/Si体系则利用S-K模式实现赝晶应变层生长,从而改善器件载流子输运性能。此外,范德华外延为二维材料体系提供了新的集成思路,如MoS₂等材料可在SiO₂/Si衬底上依靠弱界面耦合完成生长,在一定程度上摆脱传统晶格匹配条件的限制。与此同时,超高真空CVD与气态源MBE等新型设备架构的发展,也进一步提升了应变控制能力与界面洁净度。

化学气相沉积(CVD)是半导体外延制备中的重要技术路线之一,其生长环境通常处于大气压或近大气压条件下,通过氢气、氮气等载气将气态前驱体输送至反应区域,并在高温条件下完成气相反应与表面沉积过程。相比MBE等超高真空外延技术,CVD体系中的反应机理更加复杂,同时涉及气体输运、前驱体裂解、中间产物生成及表面吸附等多个过程。例如在硅外延中,以SiHCl₃(TCS)为前驱体时,体系中会形成多种Si-H-Cl相关中间物种,其总体反应可简化表示为SiHCl₃在H₂环境下生成Si与HCl。
金属有机化学气相沉积(MOCVD)则是CVD的重要分支之一,广泛应用于III-V族及氮化物半导体外延生长。该技术通常采用三甲基镓(TMGa)、三甲基铟(TMIn)、三甲基铝(TMAl)等金属有机源,并配合AsH₃、PH₃、NH₃等V族氢化物进行反应。由于不同前驱体的分解行为存在明显差异,生长过程中需要精确调控温度、压力以及V/III比等关键参数。例如GaN生长时,由于NH₃热分解效率较低,通常需要较高的V/III比以降低碳杂质残留并保证晶体质量,其核心反应可近似表示为TMGa与NH₃反应生成GaN和CH₄,但实际过程往往包含复杂的多步气相裂解与表面反应机制。
典型MOCVD系统主要由气路输运模块、反应腔以及尾气处理系统构成。气路部分通常采用半导体级不锈钢管道,并结合质量流量控制器、压力调节器及气动阀实现稳定供气;反应腔则多采用石英或不锈钢结构,配备电阻加热、感应加热或灯加热系统,同时支持立式或卧式结构设计,以适应不同尺寸晶圆的单片或多片生长需求。尾气系统通常集成颗粒过滤与有毒气体处理装置,以保障工艺安全性。对于TMGa等金属有机前驱体,还需通过恒温源瓶控制蒸气压稳定,从而保证长期稳定供源。
在化合物半导体领域,器件性能往往与外延层质量直接相关。与传统硅器件更依赖后道加工不同,GaN基LED、射频器件以及功率器件通常被视为“外延驱动型器件”,其有源区结构主要依赖外延过程完成,包括pn结、量子阱及功能层结构等。因此,外延层的缺陷密度、界面质量与掺杂控制能力会直接影响器件性能。以GaN材料体系为例,由于其与蓝宝石等常用衬底存在较大晶格失配,早期曾长期面临高缺陷密度与p型掺杂困难等问题。20世纪80至90年代,Isamu Akasaki、Hiroshi Amano 与 Shuji Nakamura 通过低温缓冲层、生长条件优化及p型掺杂控制等关键技术突破,实现了高质量GaN材料与高亮度蓝光LED的产业化,并因此获得2014年Nobel Prize in Physics 2014。
